ホットランナーモールド



簡単な説明:
ホットランナーモールドは、加熱装置を使用してランナー内の溶融物が常に固化しないようにする一種の金型です。ランナー内のプラスチックは常に溶融状態であり、射出成形時に冷却ノズルの材料を取り出す必要がないためです。従来の金型に比べ成形サイクルが短く、原材料の節約にもなるため、ホットランナー金型は世界の先進国や地域で広く使用されています。
ホットランナーモールドは、加熱装置を使用してランナー内の溶融物が常に固化しないようにする一種のモールドです。ランナー内のプラスチックは常に溶融状態であり、射出成形時に冷却ノズルの材料を取り出す必要がないためです。従来の金型に比べて成形サイクルが短く、原材料の節約にもなるため、ホットランナー金型は世界の先進国や地域で広く使用されています。
金型内のホットランナー成形システムは、射出成形システムの重要なサポートサブシステムです。電気加熱により、ランナー内の溶融プラスチック材料を長期間一定温度に保つことができます。射出成形で製造される大型、薄肉、高品質の表面部品の製造を支援し、効率的な製造を実現するための重要な手段です。

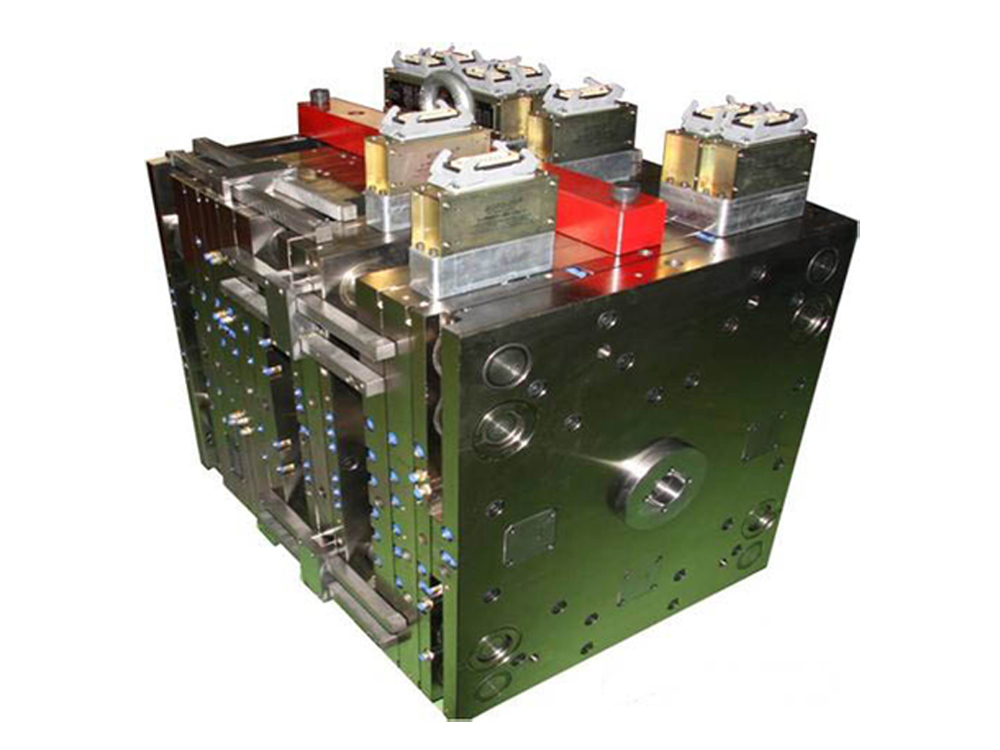
ホットランナー射出成形金型
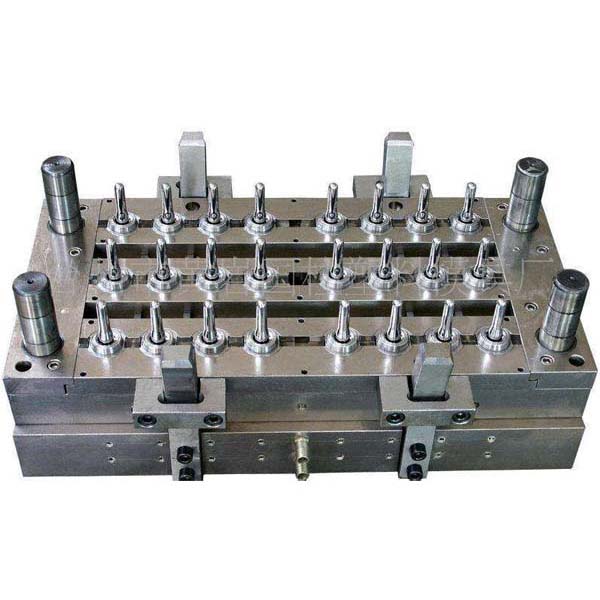
金型内のホットランナーシステム
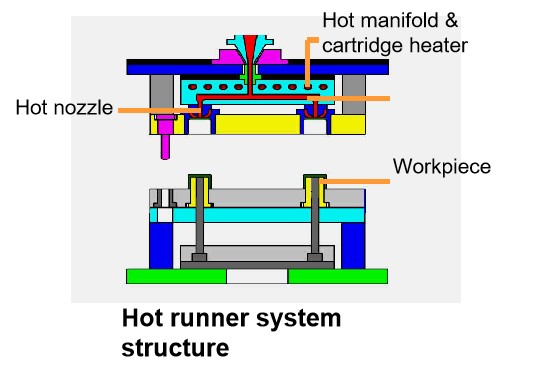
ホットランナーシステムの構造
ホットランナーシステムは、通常、ホットノズル、ホットマニホールド、温度コントローラー、およびアクセサリで構成されています。ホットノズルには、オープンホットノズルとピンバルブホットノズルの2種類があります。ホットノズルの形状は、ホットランナーシステムの選択と金型の製造を直接決定するため、ホットランナーシステムは通常、オープンホットランナーシステムとピンバルブホットランナーシステムに分けられます。スプリッタープレートは、マルチキャビティまたはマルチポイントフィード、シングルポイントフィードで使用されますが、材料レベルのオフセットがあります。材料は通常P20またはH13です。スプリッタープレートは一般的に標準と非標準の2つのカテゴリーに分けられます。その構造は、主に金型内のキャビティの分布、ノズルの配置、およびゲート位置によって決まります。温度制御ボックスには、ホスト、ケーブル、コネクタ、配線のオスソケットとメスソケットなどが含まれます。ホットランナーアクセサリには通常、ヒーターとサーモカップル、ランナーのシーリングリング、コネクタとジャンクションボックスなどが含まれます。

ホットランナーシステムタイプ:
ホットランナーには、オープンホットランナーシステムとニードルバルブホットランナーシステムの2種類があります。それらは、それぞれオープンホットノズルとニードルバルブホットランナーに基づいて名前が付けられています。
1)。オープンタイプ
オープンホットランナー金型には、構造が単純で、材料の制限が高く、伸線とねじの漏れが容易で、表面品質が低く、海外の高精度金型での用途が少ないという利点があります。同じ金型を異なるメーカーのニードルバルブと混合することができます。オープンホットランナーは、大型ウォーターポートホットランナーとポイントゲートホットランナーの2つの部分に分けることができます。ポイントゲートのホットランナーは、その名前が示すように、ポイントゲートのゲートは非常に小さく、一般に80ワイヤーしかないため、製品の表面は非常に滑らかで、小さな製品の射出成形に適しています。大型ゲートホットランナーはゲートが大きく、射出量が多いため、大型製品の射出に適しています。
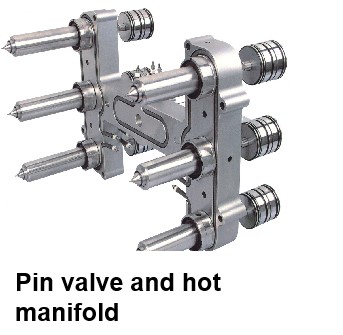
2)。ピンバルブタイプ
ピンバルブタイプのホットランナーは、材料を節約し、プラスチック部品の表面が美しく、内部品質がコンパクトで、強度が高いです。世界には(噴射原理による)2つの主要なニードルバルブホットランナーがあります:シリンダータイプとスプリングタイプです。
スプリングタイプとシリンダータイプの違いは、時系列を制御できず、溶接トレースの問題を解決できないことです。小径の耐摩耗性ノズル、スプリングピンバルブ、内部加熱ノズルが開発されました。

ホットランナーはどのように機能しますか?
加熱棒と加熱リングがランナーの近くまたは中央に配置されているため、ノズル出口から射出成形機のゲートまでのランナー全体が高温状態になり、ランナー内のプラスチックが溶融状態に保たれます。状態。したがって、ホットランナーテクノロジーは、ヒートパイプシンクシステムまたはランナーレス成形と呼ばれることもあります。ホットランナーシステムは、通常、ホットノズル、ディストリビューター、温度制御ボックス、およびアクセサリで構成されています。
ホットランナーの特徴
ホットランナーダイシステム技術の適用はますます成熟しています。それは多くの利点を持っており、それは射出成形産業の発展を促進します。アプリケーションで考慮すべきいくつかの欠点もあります。
ホットランナーシステム金型の利点
A.大規模製品に適しています
サイズが大きく、射出量が大きく、部品の面積が大きいため、プラスチックを一般的な射出成形で維持し、高温溶融状態でキャビティを充填することは困難です。完全な射出成形を確実にするには、ホットランナー多点射出を使用する必要があります。
B.成形が難しいオブジェクトに適しています
高粘度、低粘度、高成形温度。ホットランナーシステムはこれらの問題を解決することができます。例:金属粉末注入、セラミック粉末注入、プラスチック磁石注入、プラスチックベアリング注入、熱可塑性ゴム(TPE)。C.コスト削減
ホットランナーインジェクション、ノズルなし、ランナー廃棄物なしで、材料費を大幅に節約できます。
D.射出圧力を下げ、電力を節約し、射出成形機の生産性を向上させ、金型の摩耗を減らします。
E.高速射出成形に適しています。高速射出成形は、カップや容器などの薄肉製品の生産効率を向上させるだけではありません。
F.製品の品質の向上
ホットランナー金型の成形プロセスでは、プラスチック溶融物の温度はホットランナーシステムによって正確に制御されます。プラスチックは各キャビティにさらに均一に流れ込むため、同じ品質の部品が得られます。ホットランナー部品は、品質が高く、残留応力が低く、離型後の変形が小さいです。市場に出回っている多くの高品質製品は、ホットランナーモールドによって製造されています。Motorolaの電話、HPプリンター、Dellラップトップの多くのプラスチック部品は、ホットランナーモールドで作られています。
G.生産の自動化の促進
完成品はホットランナーモールドで成形されており、ゲートをトリミングする必要がなく、コールドランナーはリサイクルされます。これは、生産の自動化に役立ちます。多くの外国メーカーは、ホットランナーと自動化を組み合わせており、生産効率が大幅に向上しています。
ホットランナーシステムモールドの欠点
コールドランナー金型と比較して、ホットランナー金型の欠点は次の側面に要約されています。
A.金型コストの上昇ホットランナーコンポーネントはより高価であり、ホットランナー金型のコストは大幅に増加する可能性があります。部品の出力が小さく、金型コスト比が高い場合、経済的ではありません。
B.高い設備要件ホットランナー金型は正確に機械加工する必要があります。ホットランナーシステムと金型の統合と調整は非常に厳密です。そうしないと、金型製造の過程で多くの深刻な問題が発生します。
C.複雑な操作とメンテナンス
コールドランナーモールドと比較して、ホットランナーモールドの操作とメンテナンスは複雑です。不適切に使用すると、ホットランナー部品は損傷しやすく、製造できないため、多大な経済的損失が発生します。
一般的に、ホットランナー金型は、金型加工技術や射出装置技術の開発により、高効率で高品質な製品のためにますます広く使用されています。
ホットランナー成形の応用
1.大型部品の場合
サイズが300mmを超える部品の場合、サイズが大きいため、プラスチック射出の体積とスペースが大きくなります。溶融プラスチックの冷却が速すぎると、キャビティの充填が不十分になり、接着剤が不足して凹面になります。シンクと明らかな溶融線、または温度差が大きすぎて、部品の収縮または変形反りを引き起こすことができません。したがって、ホットランナーを追加すると、注入された液体プラスチックが長期間一定の温度に保たれ、溶融物を迅速かつ完全に充填できるようになります。むし歯、そしてストレスを素早く解放し、適格な製品を手に入れましょう。これらの製品には、プラスチック製の収納ボックス、ターンオーバーボックス、プラスチック製のパレット、自動車のダッシュボード、バンパーなどが含まれます。
2.薄肉部品用
厚さが1.0mm未満の薄肉部品の場合、熱放散が速く、冷却が速い、溶融物の充填が容易でない、またはエアマークや深刻な変形が発生しやすい。ホットランナーを使用することにより、溶融接着剤の充填速度を上げることができ、これは溶融接着剤の充填速度に有益である。パーツは完全に形成されています。これらの製品には、携帯電話のシェル、パネルなどが含まれます。ホットランナーモールドを高速射出成形機(全電動射出成形機)と組み合わせると、部品の最小寸法は0.30 mm〜0.50mmになります。
3.高品質の外観部品に使用:ランプシェード、ランプビーズ、
自動車のランプシェードやLEDビーズなどの高品質の外装部品は、高い光学的透明性を必要とし、色やエアプリントに欠陥がないようにする必要があります。計器のハイライト透明パネル、およびミラー家電シェル。大きいサイズ電気機器の外側カバーには、部品の表面に接着剤供給ポイントを装備する必要がありますが、接着剤供給の傷は許可されていません。
4.構造の複雑な部品に使用されます
この種の製品は主に製品の必要性によるものであり、内部には多くの段とリブがあり、溶融物の流路は分岐しており、複雑で充填が困難です。ランプフレームにはたくさんの種類があります。
5.流動性の悪い部品の場合
プラスチックの特性を向上させるために、ガラス繊維、難燃剤、金属粉末、炭素粉末、抗紫外線添加剤をプラスチックに添加します。これにより、寸法安定性と部品の合成、機械的特性、耐火性、電気的特性、耐老化性を向上させることができます。たとえば、屋外のジャンクションボックス、通信製品のシェル、家電製品のシェル、および部品に使用されます。
6.大きなバッチ部品の場合
大きなバッチ部品のコスト管理は非常に重要です。射出成形時間を短縮し、ノズル部分のコストを回避するために、ホットランナー金型がよく使用されます。
Mestech社は、金型製造および射出製造のさまざまなプラスチック部品を専門としています。マルチキャビティ射出成形用の透明ランプシェード、大型プラスチックシェル、ホットランナー金型の製造で豊富な経験を積み重ねてきました。この分野で協力し、奉仕する機会を楽しみにしています。お問い合わせください。
ホットランナーの特徴ホットランナーダイシステム技術の応用はますます成熟しています。それは射出成形産業の発展を促進する多くの利点があります。アプリケーションで考慮すべきいくつかの欠点もあります。ホットランナーシステム金型の利点
A.大規模製品に適しています。サイズが大きく、射出量が大きく、部品の面積が大きいため、一般的な射出成形でプラスチックを維持し、高温溶融状態でキャビティを充填することは困難です。完全な射出成形を確実にするには、ホットランナー多点射出を使用する必要があります。
B.成形が困難な物体に適しています高粘度、低粘度、高成形温度。ホットランナーシステムはこれらの問題を解決することができます。例:金属粉末注入、セラミック粉末注入、プラスチック磁石注入、プラスチックベアリング注入、熱可塑性ゴム(TPE)。
C.コスト削減ホットランナー噴射、ノズルなし、ランナー廃棄物なしで、多くの材料費を節約できます。
D.射出圧力を下げ、電力を節約し、射出成形機の生産性を向上させ、金型の摩耗を減らします。
E.高速射出成形に適しています。高速射出成形は、カップや容器などの薄肉製品の生産効率を向上させるだけではありません。
F.製品品質の向上ホットランナーモールドの成形プロセスでは、プラスチック溶融物の温度はホットランナーシステムによって正確に制御されます。プラスチックは各キャビティにさらに均一に流れ込むため、同じ品質の部品が得られます。ホットランナー部品は、品質が高く、残留応力が低く、離型後の変形が小さいです。市場に出回っている多くの高品質製品は、ホットランナーモールドによって製造されています。Motorolaの電話、HPプリンター、Dellラップトップの多くのプラスチック部品は、ホットランナーモールドで作られています。
G.生産の自動化の促進完成品はホットランナーモールドで形成され、ゲートをトリミングする必要はなく、コールドランナーはリサイクルされます。これは、生産の自動化に役立ちます。多くの外国メーカーは、ホットランナーと自動化を組み合わせており、生産効率が大幅に向上しています。
ホットランナーシステム金型の欠点コールドランナー金型と比較して、ホットランナー金型の欠点は次の側面に要約されています。
A.金型コストの上昇ホットランナーコンポーネントはより高価であり、ホットランナー金型のコストは大幅に増加する可能性があります。部品の出力が小さく、金型コスト比が高い場合、経済的ではありません。
B.高い設備要件ホットランナー金型は正確に機械加工する必要があります。ホットランナーシステムと金型の統合と調整は非常に厳密です。そうしないと、金型製造の過程で多くの深刻な問題が発生します。
C.複雑な操作とメンテナンスコールドランナーモールドと比較して、ホットランナーモールドの操作とメンテナンスは複雑です。不適切に使用すると、ホットランナー部品は損傷しやすく、製造できないため、多大な経済的損失が発生します。
一般的に、ホットランナー金型は、金型加工技術や射出装置技術の開発により、高効率で高品質な製品のためにますます広く使用されています。
ホットランナー成形の応用1)。大型部品の場合300mmを超える部品の場合、サイズが大きいため、プラスチック射出の体積とスペースが大きくなります。溶融プラスチックの冷却が速すぎると、キャビティの充填が不十分になり、接着剤が不足して凹面になります。シンクと明らかな溶融線、または温度差が大きすぎて、部品の収縮または変形反りを引き起こすことができません。したがって、ホットランナーを追加すると、注入された液体プラスチックが長期間一定の温度に保たれ、溶融物を迅速かつ完全に充填できるようになります。むし歯、そしてストレスを素早く解放し、適格な製品を手に入れましょう。これらの製品には、プラスチック製の収納ボックス、ターンオーバーボックス、プラスチック製のパレット、自動車のダッシュボード、バンパーなどが含まれます。薄肉部品の場合厚さが1.0mm未満の薄肉部品の場合、熱放散が速く、冷却が速い、溶融物の充填が容易でない、またはエアマークや深刻な変形が発生しやすい。ホットランナーを使用することにより、溶融接着剤の充填速度を上げることができ、これは溶融接着剤の充填速度に有益である。パーツは完全に形成されています。これらの製品には、携帯電話のシェル、パネルなどが含まれます。ホットランナーモールドを高速射出成形機(全電動射出成形機)と組み合わせると、部品の最小寸法は0.30 mm〜0.50mmになります。3)。高品質の外観部品に使用されます:ランプシェード、ランプビーズ、自動車のランプシェードやLEDビーズなどの高品質の外装部品は、高い光学的透明性を必要とし、色やエアプリントに欠陥がありません。計器のハイライト透明パネル、およびミラー家電シェル。大きいサイズ電気機器の外側カバーには、部品の表面に接着剤供給ポイントを装備する必要がありますが、接着剤供給の傷は許可されていません。4)。複雑な構造部品に使用されるこの種の製品は、主に製品の必要性によるものであり、内部には多くのステップとリブがあり、溶融物の流路は分岐しており、複雑で充填が困難です。ランプフレームにはたくさんの種類があります。5)。流動性の悪い部品の場合プラスチックの特性を向上させるために、ガラス繊維、難燃剤、金属粉末、炭素粉末、抗紫外線添加剤をプラスチックに添加します。これにより、寸法安定性と部品の合成、機械的特性、耐火性、電気的特性、耐老化性を向上させることができます。たとえば、屋外のジャンクションボックス、通信製品のシェル、家電製品のシェル、および部品に使用されます。6)。大きなバッチ部品の場合大きなバッチ部品のコスト管理は非常に重要です。射出成形時間を短縮し、ノズル部分のコストを回避するために、ホットランナー金型がよく使用されます。
Mestech社は、金型製造および射出製造のさまざまなプラスチック部品を専門としています。マルチキャビティ射出成形用の透明ランプシェード、大型プラスチックシェル、ホットランナー金型の製造で豊富な経験を積み重ねてきました。この分野で協力し、奉仕する機会を楽しみにしています。お問い合わせください。





